
Бірінші тарау
Өніммен таныстыру
Дәстүрлі дизайн тұжырымдамасы мен өндіріс техникасын бұзады, сонымен қатар дөңгелек кесілген маталар нарығының сипаттамаларын біріктіреді, біз дөңгелек тоқу машинамызды өз бетінше жасадық.
Қолданбалар:
Көрпе, кілем, маржан жүні, қалың, қарағай матасы, павлин кашемирі, PV жүні, сабан кашемир және тігін материалдарының барлық түрлері.
Техникалық деректер:
Үлгі: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Цилиндр диаметрі: 30-38 дюйм
Ине өлшегіш: 14G-32G
Фидер: 12F-32F
Айналдыру жылдамдығы: 1-23р/мин
Қуаты: 4 кВт, 5,5 кВт
Қада биіктігі: 4-25, 25-50мм
Екінші тарау
Түсіру және орнату
Негізгі жақтауды түсіру
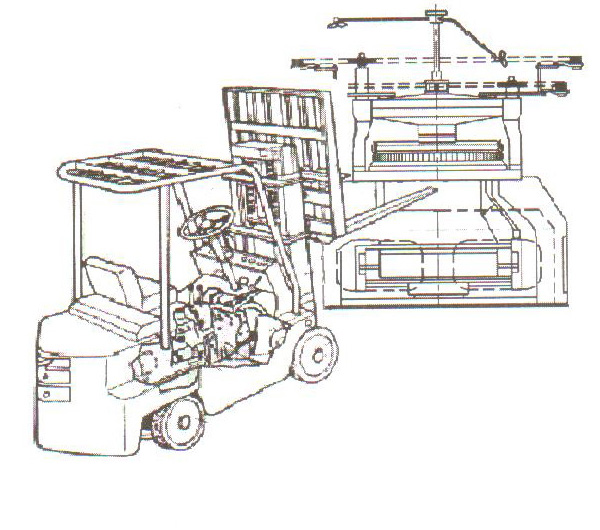
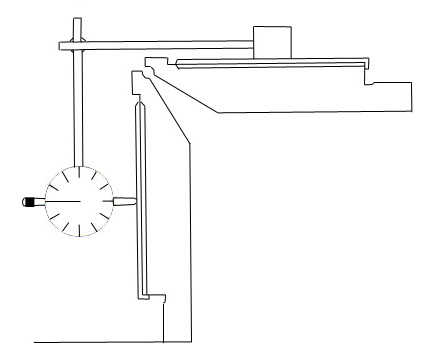
Жақтауды түсіру үшін 5 тоннадан астам жүк көтергішті пайдаланыңыз, әдіс 1-1 суретте көрсетілгендей,төмендегі нұсқаулар:
1. Түсіру алдында матаны қайта орауыш негізгі табанға параллель болу үшін беріліс жүйесін қолмен жылжытыңыз (әдетте машиналар жеткізілгенге дейін осындай күйде болған).
2. Жүк көтергішті екі жұп аяқтың арасына жайлап салыңыз да, төменнен тігінен көтеріңіз (назар аударыңыз: түсіру кезінде машинаның сырғып кетуіне байланысты зақымдануды болдырмас үшін қол мен машина арасына ағаш блокты төсеңіз)
3. Түсіру кезінде машинаны жерден шамамен 30-50 см биіктікте ұстаңыз, ойлы-қырлы жолда жүгірмеңіз, кенет тоқтауға немесе қозғалуға болмайды, жоғары және төмен жарықты абайлап қойыңыз.
4.Егер машина тапсырыс берушінің зауытына жеткізілмесе, құрылғының қалыпты пайдалану мүмкіндігін болдыртпау үшін бөртпе мен коррозияға ұшырамау үшін құрғақ және таза жерге қоюды ұмытпаңыз.
Машинаның орналасуы және орнату:
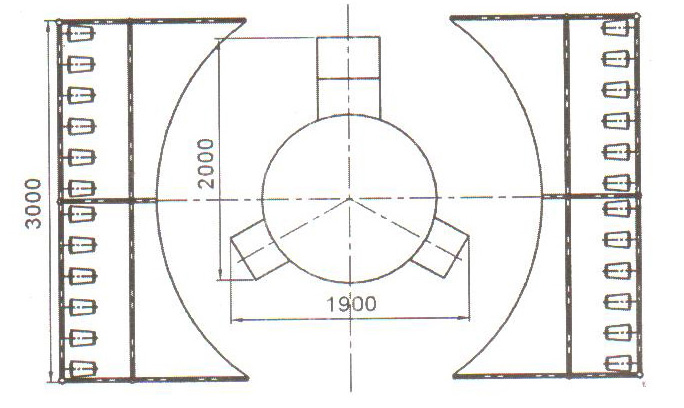
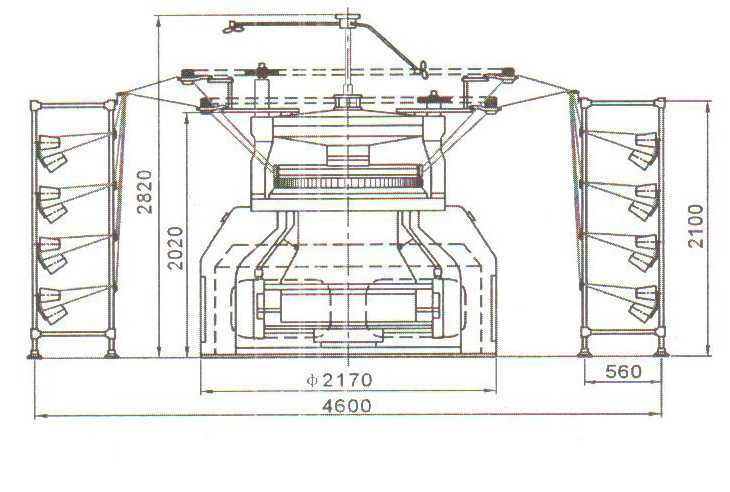
1. Орнату орнын бекітпес бұрын, 1-2-суреттегі өлшемге сәйкес орнату орнын қамтамасыз ету үшін жақтау мен ирек позициясын өлшеңіз.
2. Орын бекітілгеннен кейін, машинаның бетін мұқият тегістеу үшін градиентерді пайдаланыңыз (бүйірлік қатені 5 мм-ден аспайтындай етіп қамтамасыз ету үшін негізгі және қосалқы аяқтардың табан бұрандасын реттеуге болады)
Крельдің орналасуы және комбинациясы
1. Өлшем 1-2 суретіне сәйкес иілудің орнын растаңыз.
2. Цилиндрлік бағанды және оның трамплинін жалғап, иірудің жақтауын орнатыңыз
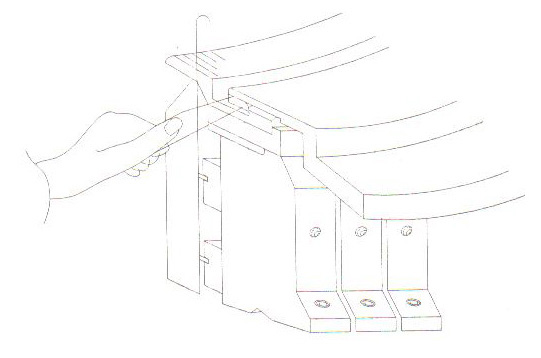
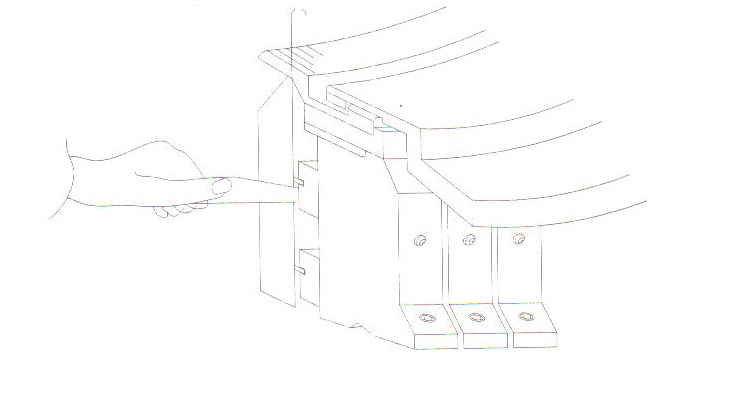
3.Төрт қалыңырақ алюминий жолақты иірілген жіптің артқы жағына орнатыңыз (иірілген жіп түтігі жолын орнату үшін), ал қалған төрт жұқа жолақты иілудің алдында орнату керек (басу құрылғысын орнату үшін)
4.Алюминий жолақтарын беретін жіптердің биіктігі пресс алюминийден жоғары болуы керек, сондықтан тоқу кезінде жіпті беру тегіс болады, оңай үзілмейді.
5.Алдыңғы алюминий жолақтарға қысқыш құрылғыны орнатыңыз, артқы алюминий жолақтарға иірілген жіп түтік жолын орнатыңыз.Жіптің берілуін болдырмас үшін біркелкі қашықтықты сақтаңыз.
Жіпті жіберу комбинациясы
1. Иірілген жіпті беру иінінің түрлендірулері мен бағандарын орнатыңыз және реттеңіз
2. Жоғары дөңгелек жақтауды, жоғары жіптерді сақтау құрылғысын және автоматты тоқтату құрылғысының қуат көзінің сымдарын орнатыңыз.
3.Төменгі дөңгелек жақтауды, төменгі жіптерді сақтау құрылғысын және автоматты тоқтату құрылғысының қуат көзінің сымдарын орнатыңыз.
4. Жоғары және төмен беріліс белдігін орнатыңыз.
5. Шаң жинағышты жоғары және төмен орнатыңыз, желдеткіш орнын реттеуге назар аударыңыз.
6. Иірілген жіп алюминий пластинасын реттеңіз
7. Автоматты тоқтату құрылғысының қуатын қосыңыз.
Үшінші тарау
Техникалық стандарт және бастапқы реттеу
Біздің барлық машина жеткізілім алдында қатаң инъекция, реттеу және іске қосу жұмыстары арқылы жүзеге асырылады (барлық машина 48 сағаттан артық жұмыс істеуі керек)
Техникалық стандарттар
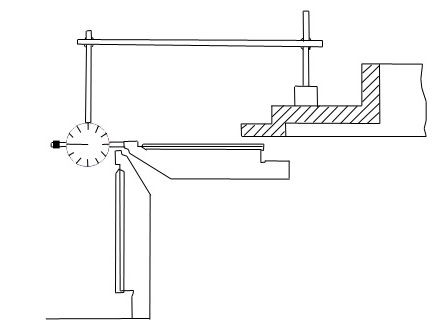
1. Жоғары ине тетігінің өзіндік жазықтығы
Стандартты≤0,05см
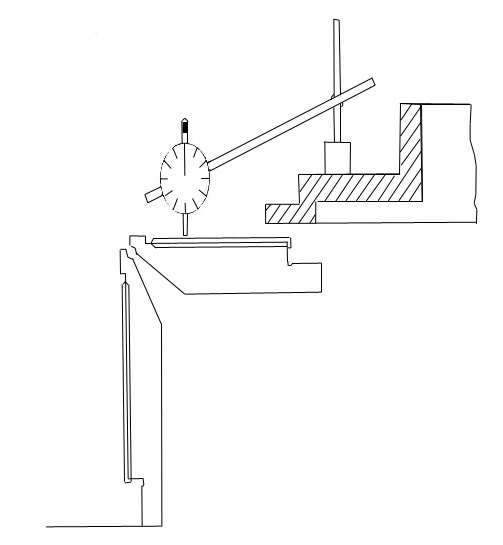
2. Жоғары ине циферблатының өздігінен дөңгелектенуі
Стандартты≤0,05см
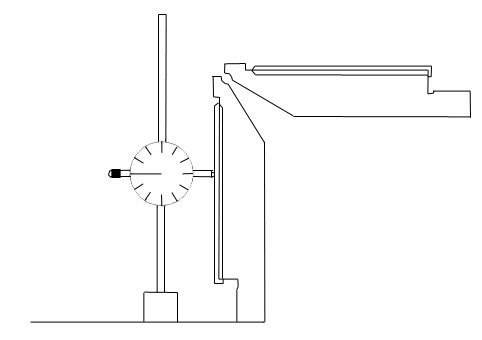
3. Ине барабанының өздігінен дөңгелектенуі
Стандартты≤0,05см
4. Ине барабанының өзіндік жазықтығы
Стандартты≤0,05см
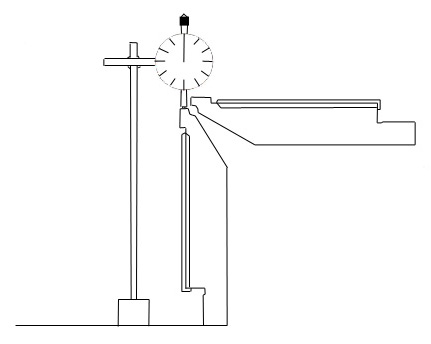
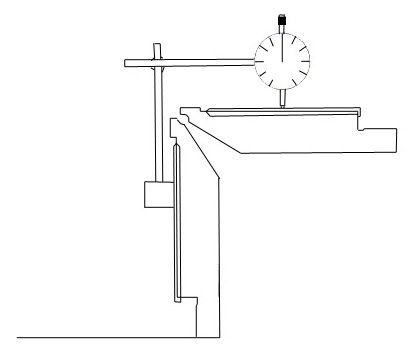
5.Инелі циферблат пен төменгі ине барабанының бірдей жазықтығы
Стандартты≤0,05см
6. Жоғары ине тетігі мен төменгі ине барабанының бірдей дөңгелектігі
Стандартты≤0,05см
7.Жұдырықшалар мен ине барабанының арасындағы бос орын
0,15-0,25 мм
8.Төменгі жұдырықшалар мен ине барабанының арасындағы бос орын
0,15мм-0,25м
Бастапқы реттеу
Әдетте, біздің машина жеткізілім алдында қатаң инъекциядан өтеді, бірақ сізге машинаны қауіпсіз пайдалануға мүмкіндік беру үшін пайдалану алдында тексеріп, реттеңіз.
1. Мотор жетекін тексеріңіз
Қуатты қосыңыз және қозғалтқыштың қозғалыс бағытын тексеріңіз, егер бағыт қозғалтқыштағы жапсырмамен басқаша болса, қозғалтқыш сымдарын дереу өзгертіңіз (мотор терминалының үш фазасының екеуін ауыстырыңыз).
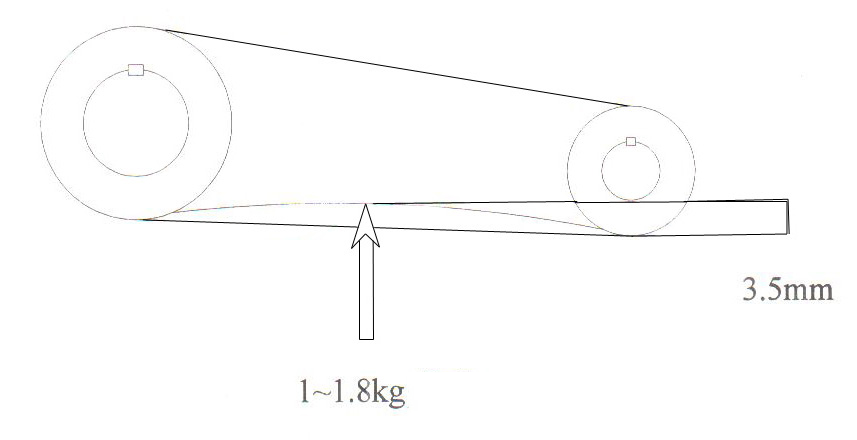
2. Қозғалтқыштың жетек белдігін тексеру және реттеу
Жұмыс алдында қозғалтқыш белдігінің керілуін тексеріңіз.Белдіктің ортасында 1-1,8 кг күш алыңыз, белдіктің сызықтық деформациясын 3,5 мм-ден аз жасаңыз, талапқа сай келгенше реттеңіз.Реттеу әдісі: мотор негізін бекітетін бұранданы босатыңыз, кернеу талапқа сай келгенше қозғалтқыштың кернеуін реттейтін жібек қалпақшасын реттеңіз және бұранданы бұраңыз.
Назар аударыңыз: алғашқы үш күнде бір рет қайта тексеріп, кейін үш ай сайын тексеріңіз.
3. Үрлеу жүйесін реттеу
Үрлеу жүйесінің желдеткіші желдеткіш ең жақсы күйде орналасқанға дейін арнайы реттелуі керек.Осылайша, қуат қосулы кезде, желдеткіш иірілген жіптің әр бұрышын үрлей алады.
4.Жіпті жіберу жүйесін реттеу
(1) Жіпті беретін алюминий пластинасын микро реттеу.
Иірілген жіпті беретін алюминий пластинасының диаметрін өзгертіңіз, беріліс коэффициенті өзгереді және жіпті беру мөлшері өзгереді.Төмендегі әдістер:
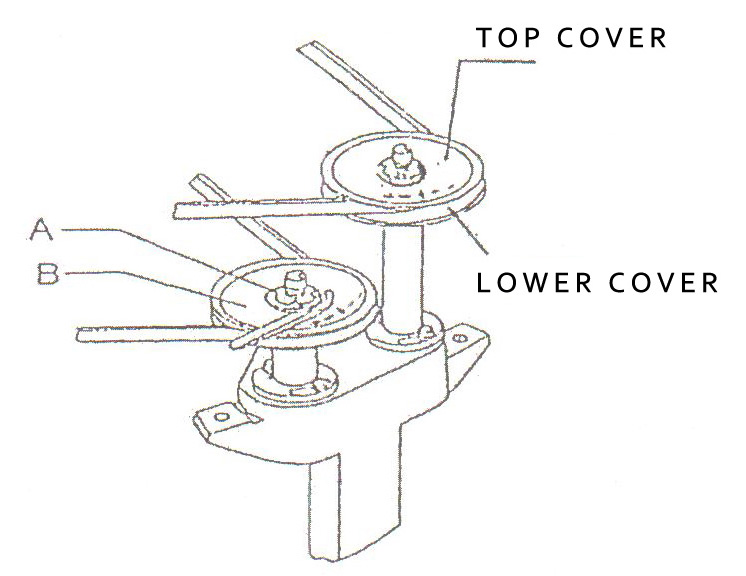
①Біріншіден, иірілген алюминий пластинасының жоғарғы жағындағы дөңгелек гайканы A босату үшін кілтті пайдаланыңыз.
②Қақпақты «+» бағытына бұраңыз, пластинаның ішіндегі 12 сырғытпа сыртқа қарай кеңейіп, дөңгелектің диаметрін ұлғайтады және иірілген жіпті беру мөлшерін көбейтеді.Керісінше, «-» мәніне бұраңыз, иірілген жіпті беру мөлшері азаяды.Айналдыру кезінде параллельді ұстаңыз, әйтпесе сырғытпалар ұядан түсіп кетуі мүмкін.
③жіпті беретін алюминий пластинаның диаметр диапазоны: 70-202мм
④Табақшаны реттегеннен кейін, дөңгелек гайканы қайта бекітіңіз.
(2) Жіпті беретін беріліс белбеуінің керілуін реттеу
Егер белдік тым бос болса, жіпті сақтау құрылғысы сырғып, тоқырауға ұшырайды және жіптің берілуіне әсер етеді.Сондықтан іске қосу алдында иірілген жіпті беру берілісін төмендегідей ең жақсы реттеңіз:
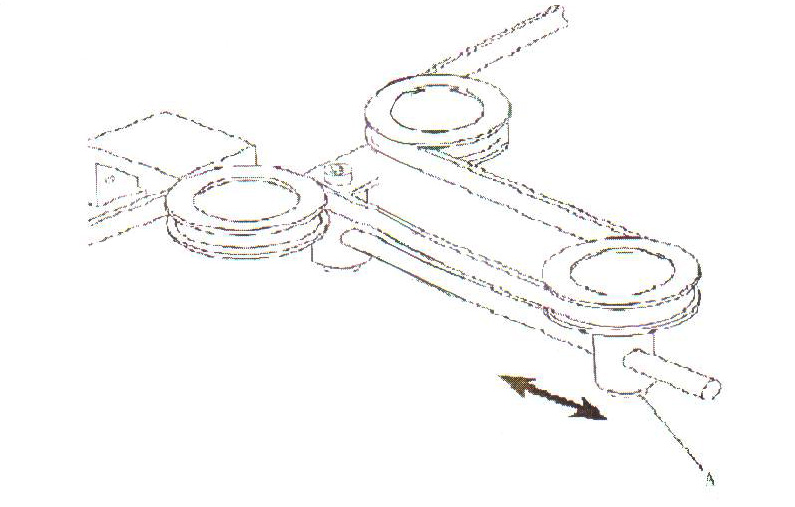
①А бұрандасын босатыңыз
②Айналдыру дөңгелегін сырғытпа бойымен сыртқа қарай тартыңыз, иірілген жіпті сақтау құрылғысындағы белдік кернеуі бірдей екеніне көз жеткізіңіз.
③ бұранданы A бекітіңіз
1.майдың майлануын тексеру
Трансмиссиялық жүйенің және матаны айналдыру жүйесінің әрбір бөлігінің майлануын тексеріңіз, егер қандай да бір ауытқулар болса, майлауды уақытылы қосыңыз
Төртінші тарау
Тоқу кезіндегі қалыпты мәселелер
Тесік
·Негізі өрескел жіптен туындаған
·Сапасы нашар немесе тым кептірілген жіпке байланысты
·Жіпті беретін ауыздың дұрыс емес орналасуы
·Иірілген жіп тым үлкен немесе иірілген жіп тым үлкен
· Катушканың тығыздығы тым жоғары
·Тоқу шеңбері тым ұзын, ал мата тым жұқа
Ине жоқ
·Жіпті беретін ауыздың дұрыс емес орналасуы
· Жіптің тартылуы тым аз
·Тоқу шеңбері тым ұзын
· Иірілген жіптің дұрыс берілмеген ауыз тесігі
·Жіптің үстіңгі жағы тым жоғары
Так құбылысы
· Шиыршықталған кернеу тым аз
·Мата тығыздығы тым жоғары
·Ине тілі зақымдалған
Ине тілінің зақымдануы
·Тамақ беретін ауыздың орналасуы тым жоғары, тым алдыңғы немесе тым артта, жіптің тамақ беретін аузына кіргеніне назар аударыңыз.
Ине соқтығысуы
· Майдың болмауы немесе дұрыс пайдаланбау
·Иірілген жіптің сапасы тым кеуекті немесе иірілген жіп калибрге жарамсыз
·Жылдамдық тым жоғары немесе матаның тығыздығы тым жоғары
·Сынған ине барабанының, ине тетігінің немесе жұдырықшаның сынуынан туындаған
·Тоқу түпнұсқалары тегіс емес, жеткілікті таза емес
· Тоқу циферблаты мен барабан арасындағы саңылау дұрыс емес
Жолақтар
·Жіптің беттік керілуінің дұрыс реттелмеуі
·Жіптің сапасы әртүрлі
·Қысымды жүнді дөңгелектің дұрыс реттелмеуі
·Төменгі жіптің керілуін дұрыс реттемеу
Бар
· Пышақ өткір емес
·Пышақта шаң тым көп, ал пышақ ілгегі тым тығыз
·Мұнайдың жетіспеушілігі, май мөлшері тым аз
Бесінші тарау
Техникалық қызмет көрсету
Заманауи тоқыма машинасының жоғары жылдамдығы мен жоғары дәлдігі техникалық қызмет көрсетудің жоғары сұранысын қажет етеді, сондықтан біздің компания күнделікті жұмыстың кейбір техникалық қызмет көрсету әдістерін байыпты түрде қорытындылады, тұтынушылар ұсыныстарды орындап, машинаны жақсы жағдайда жұмыс істей алады деп үміттенеді.
Машинаны бастапқы пайдалану және техникалық қызмет көрсету
1. Машина орнатуды аяқтап, өндірісті бастағанда, жылдамдық тым жылдам болуы мүмкін емес, бірінші аптада күніне 20 сағат), жылдамдықты 10р/мин шегінде ұстаңыз.бір аптадан кейін жылдамдықты қалыпты жағдайға біртіндеп реттеңіз
2.Бірінші ай іске қосу кезеңіне жатады, бір айдан кейін машина майын машина майын ауыстырыңыз және әр үш ай сайын ауыстырыңыз.
3.Машина майын май тегістегіштің 1/2-2/3 бөлігінде ұстаңыз, тозу тақтасын зақымдамау және машинаның құлыпталуын болдырмау үшін май тапшылығы кезінде уақытылы беріңіз.
Күнделікті техникалық қызмет көрсету
1. Тоқу бөлігін және араластырғыш аппаратты таза ұстау үшін ауысым сайын иірілген жіптің иіріміне және машина бетіне бекітілген шаңды тазалаңыз.
2. Автоматты тоқтату құрылғысы мен қауіпсіздік құрылғысын әр ауысым сайын тексеріңіз, егер қандай да бір ақаулық болса, оны дереу жөндеңіз немесе ауыстырыңыз.
3.Жіпті беру құрылғысын ауысым сайын тексеріңіз, егер қандай да бір ауытқулар болса, оны дереу реттеңіз
4.Машина майының айнасын және танкердің май деңгейінің түтігін тексеріңіз
Апталық техникалық қызмет көрсету
1. Жіпті беру жылдамдығы алюминий тақтасын тазалаңыз және пластинадағы шаң қорын тазалаңыз
2. Беріліс қорабының белдік тартылуының қалыпты екенін және беріліс қорабының тұрақты екенін тексеріңіз
3.Мата илемдеу машинасының айналуын тексеріңіз
Ай сайынғы техникалық қызмет көрсету
1.Шаңды тазалау үшін барлық камераны алып тастаңыз
2. Шаңды кетіретін желдеткішті тазалап, жел бағытының дұрыс екенін тексеріңіз.
3.Барлық электрлік керек-жарақтардың шаңын тазалаңыз
4. Автоматты тоқтату жүйесі, қауіпсіздік дабылы жүйесі, тексеру жүйесі сияқты барлық электрлік керек-жарақтардың өнімділігін қарап шығыңыз)
Жартыжылдық техникалық қызмет көрсету
1. Барлық инені және инені тазалаңыз, барлық инелерді тексеріңіз, егер зақым болса, дереу ауыстырыңыз
2. Май бүрку машинасын тазалаңыз және майдың кедергісіз екенін тексеріңіз
3. Жіпті сақтау құрылғысын тазалаңыз және тексеріңіз
4. Қозғалтқыш пен трансмиссия жүйесінің шаңы мен майын тазалаңыз
5. Май қалдықтарын жинаудың кедергісіз екенін тексеріңіз
Жылдық техникалық қызмет көрсету
1. Тоқу компоненттері тоқыма машинасының жүрегі болып табылады, бұл матаның сапасын тікелей қамтамасыз етеді, о, тоқу компоненттерін сақтау өте маңызды
2. Тоқу матасына шаң кірмес үшін иненің ойығын тазалаңыз.әдісі: иірілген жіпті сапасыз немесе қалдық иірілген жіппен ауыстырыңыз, машинаны жоғары жылдамдықпен ашыңыз және цилиндр арқылы көп мөлшерде майды айдаңыз, жанармай құю кезінде, қалдық май ойықтан толығымен шыққанша жұмыс істеңіз.
3.Зақымдалған иненің бар-жоғын тексеріңіз, иә болса, оны дереу өзгертіңіз;егер матаның сапасы тым нашар болса, барлық жаңартуларды қарастыру керек.
4.Цилиндр ойығы бірдей қашықтықты (немесе мата бетінде жолақтардың бар-жоғын), иненің ойық қабырғасының тығыздығын тексеріңіз.
5. Жұдырықшалардың тозу күйін, орнату орнының дұрыстығын және бұрандалардың тығыз екенін тексеріңіз.
6. Әрбір жіпті беретін ауыздың орнын тексеріп, түзетіңіз, егер зақым болса, дереу өзгертіңіз.
7. Әрбір матаның ұзындығы бірдей екеніне көз жеткізу үшін әрбір тарылту жұдырықшасының орнату орнын тексеріңіз
Майлау жолы, май және майлау
1. Майлау жолы және май
(1) Күн сайын теру мен матаны илемдейтін машинаны тексеріңіз, егер май 2/3-тен аз болса, майды қосыңыз.N10#-N32# машина майын қолданыңыз.Жарты жыл техникалық қызмет көрсету кезінде, егер май шаңы болса, дереу ауыстырыңыз.
(2) Цилиндр негізін ай сайын тексеріңіз, май қосыңыз, №3 литий майлау майды қолданыңыз
(3) Жарты жыл сайын техникалық қызмет көрсету кезінде әрбір трансмиссиялық аюды тексеріп, май қосыңыз, №3 литий майлау майды пайдаланыңыз.
(4) Тоқу компоненттерін майлау кезінде Англия Waker жоғары жылдамдықты дөңгелек тоқу машинасының майы сияқты тоқыма майы (соның ішінде инъекциялық машина майы) қолданылуы керек.
2. Майлау
Барлық машинаны белгіленген уақытта белгіленген маймен және белгіленген мөлшермен майлауға болатынына көз жеткізу үшін әрбір құрамдас бөліктің май түрі мен майлау уақытын жақсы біліңіз.
Тоқтау уақыты және жабық ойлар
Машинаға техникалық қызмет көрсету және күтім жасау жарты жылдық техникалық қызмет көрсету процедураларына сәйкес жүргізілуі керек, алдымен тоқу бөліктеріне майлау майын қосыңыз, содан кейін тоқыма иненің тотқа қарсы майды біріктіріңіз, ең соңында машинаны ине майына малынған брезентпен жауып, құрғақ және таза түрде тығыздаңыз. орын.
Машиналардың керек-жарақтары мен қосалқы бөлшектерін сақтау
Жалпы қолданылатын және тез тозатын бөлік үшін қалыпты резерв өндіріс үздіксіздігінің маңызды кепілі болып табылады.Сақтау ортасы салқын, құрғақ және температура айырмашылығы аз болуы керек, сонымен қатар жүйелі түрде тексеру қажет.
Сақтау әдісі келесідей:
1. Цилиндр инесі мен ине циферблатының сақталуы
Алдымен цилиндр инесін тазалаңыз, содан кейін соқтығысуды және деформацияны болдырмау үшін оны машина майы және майлы мата орамасымен салынған ағаш қорапқа салыңыз.Қолдану кезінде цилиндр инесінің ішіндегі машина майын алу үшін сығылған ауаны пайдаланыңыз, содан кейін ине майын қосыңыз.
2. Камераларды сақтау
Камераларды жіктеп, қорапта сақталатын қоймаға салыңыз және тот баспау үшін тоттануға қарсы май қосыңыз.
3. Тоқу инені сақтау
(1) Жаңа тоқыма инені түпнұсқалық қорапқа салу керек және тығыздағышты алып тастамаңыз.
(2) Ескі тоқылған ине таза болуы керек, тексеріп, зақымдалғанын таңдап, оларды жіктеп, тот баспау үшін ине майымен сақтауға қою керек.
Электр бөлшектеріне техникалық қызмет көрсету
1.Қызмет көрсетудің маңыздылығы
Тоқыма машинасының тізбегінде дәлме-дәл электронды компонент — инвертор бар.Практикалық қолданбаларда қоршаған ортаның температурасы, ылғалдылығы, діріл, шаң, коррозиялық газдар және басқа қоршаған орта факторлары инвертордың сенімділігі мен қызмет ету мерзіміне қатты әсер етеді.Дұрыс күтім жасау сенімділікті қамтамасыз ету үшін ғана емес, сонымен қатар қызмет ету мерзімін ұзарту үшін және кездейсоқ ақаулардан туындаған өндіріс шығындарын азайтады.Сондықтан инверторға және перифериялық тізбектерге жүйелі түрде техникалық қызмет көрсету қажет.
2. Инвертор мен перифериялық тізбектерді тексеру
Жұмыс істеп тұрған инвертор және басқару схемалары үшін әдетте келесі тексерулерді орындау керек:
(1) Қоршаған орта температурасы: Жалпы қалыпты - 10 ℃ ~ + 40 ℃ диапазон, 25 ℃ немесе одан да көп.
(2) Инвертордың кіріс кернеуі: қалыпты диапазон 380V±10%.
(3) Электр қорапшасының ішін таза ұстау үшін шыбын, басқару қорабындағы шаңды үнемі тазалау, ауысым ауыстырылғаннан кейін күніне бір рет тазалауды ұсынады.
(4) Май сымдардың қартаюын тездетеді, егер ішіндегі электр қорабы байқаусызда майға түсіп кетсе, уақытында тазалаңыз.
(5) Электр қорабының ішкі температурасы тым жоғары емес екеніне көз жеткізу үшін электр қорабының сору желдеткішін үнемі тексеріп тұрыңыз, зақымдалған болса, уақытында ауыстырыңыз.
3.Үнемі тексеру
Жыл сайынғы жабдықты күрделі жөндеу уақытын пайдаланып, инвертордың ішкі битіне инспекциялық назар аударыңыз.
(1) Тұрақты техникалық қызмет көрсету кезінде түрлендіргіштің тұрақты ток шинасы қуат индикаторы сөнгенше, әдетте бір минуттан артық (инвертордың үлкен сыйымдылығы, күту уақыты ұзағырақ) жұмыс алдында қуатты өшіру керек, содан кейін операция.
(2) Инвертордың сыртқы қақпағын бөлшектеңіз, инвертор схемасын және ішкі IGBT модульдерін, кіріс және шығыс терминалдарын және басқа бөлшектерді шаңсорғышпен тазалаңыз.Тақтадағы лас жерлерді тазалау үшін арнайы тазалағыш заттары бар мақта матаны пайдаланыңыз.
(3) Инвертордың ішкі сым оқшаулауында коррозия немесе сынық іздері бар-жоғын тексеріңіз, табылғаннан кейін дереу өңделуі немесе ауыстырылуы керек.
(4) Дірілге, температураның өзгеруіне және басқа әсерлерге байланысты бұранда сияқты инвертордың кейбір қысқыш бөліктері әрқашан икемді болады, бұранданың барлығын қайтадан қатайту керек.
(5) Кіріс және шығыс реакторлардың, трансформаторлардың және т.б. қызып кету, ағып кету, оқшаулау ақаулары, түсін өзгерту және күйік немесе иіс бар-жоғын тексеріңіз және табыңыз.
(6) Электролиттік конденсаторды сүзгілеуші аралық тұрақты ток тізбегінің сыйымдылығы мен зарядтау-разряд өнімділігі жақсы ма, сыртқы көріністе жарықтар, ағып кету, ісіну және т.б. бар-жоғын тексеріңіз, сүзгі конденсаторының қызмет ету мерзімі 5 жыл, ең ұзақ тексеру кезеңі бір жыл. , ал бес жылдан кейін оны ауыстырыңыз.
(7) Салқындату желдеткішінің жұмысының жақсы күйде екенін тексеріңіз, әдеттен тыс шу табылса, қалыптан тыс діріл дереу ауыстырылуы керек.Әйтпесе, инвертор қызып кетеді және инвертордың жұмыс істеу мерзіміне әсер етеді.Желдеткішті ауыстыру циклі әдетте 2-3 жылды құрайды.
(8) Инвертордың оқшаулау кедергісінің қалыпты диапазонда екенін тексеріңіз (барлық терминалдар мен жерге терминал), Сіз мегаметрді схемалық тақшаны өлшеу үшін пайдалана алмайтыныңызды ескеріңіз, әйтпесе ол схеманың электрондық бөліктерін зақымдайды.
(9) R, S, T түрлендіргіш терминалының кабелін қуат ұшымен ажыратыңыз, U, V, W түрлендіргіш терминалының кабелін қозғалтқыштың ұшымен ажыратыңыз, кабельдің әрбір фазалық өткізгіші арасындағы оқшаулауды өлшеңіз және мегаметрмен жерлендіруді қорғаңыз. талапқа сай, қалыпты жағдайда 1МΩ-ден жоғары болуы керек.
(10) Техникалық қызмет көрсету аяқталған түрлендіргішті іске қосу алдында түрлендіргіш қозғалтқышпен жүктемені бос тұрып, бірнеше минут сынақтан өткізіп, қозғалтқыштың айналу бағытын растауы керек.
Жіберу уақыты: 20 сәуір-2022 ж